07,10,2026 1 views
In the injection molding process,The 'melt adhesive temperature' is a key indicator that determines product quality, molding stability, and production efficiencyAlthough we can set the temperature through the material tube heating, the actual center temperature of the melt adhesive is easily affected by the "shear heat" and "plasticizing parameters", especially the screw design, speed, and back pressure, which cannot be ignored in controlling the melt adhesive temperature.
Therefore, for advanced injection molding machines, true temperature control is not just about material tube heating management, but the overall engineering of material state control and plasticizing energy conversion efficiency.From the perspective of mass production equipment design, the stability of melt adhesive temperature depends not only on the process parameter settings, but also closely related to the plasticizing structure and temperature control system accuracy of the injection molding machine itself.
Why is the temperature of the injection molding machine material tube not equal to the actual melt adhesive temperature?
The "melt adhesive temperature" and "material tube temperature" may seem closely related, but in reality, the meanings and measurement methods represented by these two are fundamentally different. If only the material tube temperature is used as the basis for forming parameters, it is often easy to underestimate the actual melt adhesive state, resulting in quality fluctuations and a decrease in yield.

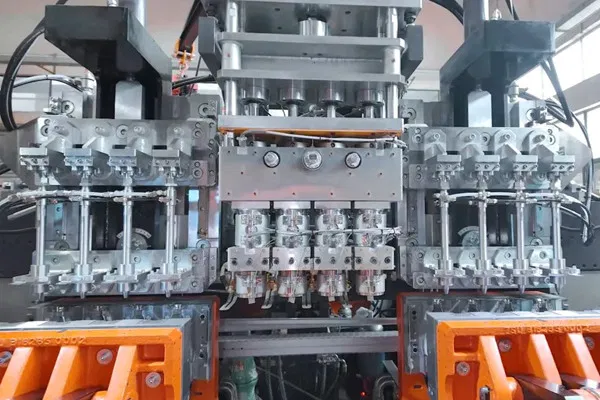
Figure 1. Schematic diagram of the heating core structure of the injection molding machine
The sensor (thermocouple) installed on the material tube measures the wall temperature of the material tube, not the actual temperature at the center of the melt adhesive. However, heat must be transferred to the internal melt adhesive through the electric heating element of the material tube, which is easily affected by environmental temperature and equipment heat dissipation, further causing a difference between the measured and set values.
If the temperature of the melt adhesive is too high, it is easy to cause thermal cracking, resulting in material discoloration, bubbles, silver wire, burning, and even the release of harmful gases, which not only reduces the structural strength but also affects the appearance quality. Relatively speaking, if the temperature of the melt adhesive is too low, the fluidity of the plastic will be insufficient, which can easily cause defects such as short shots, incomplete filling, fusion lines, and cold material marks, resulting in unstable dimensions of the finished product.
Therefore, relying solely on the temperature setting of the material tube cannot effectively grasp the actual state of the melt adhesive,In practice, it should be combined with methods such as sampling, temperature measurement, and calibration of adhesive glue to optimize and control the overall process.
How does shear heat affect the melt adhesive temperature in injection molding?
The temperature of the melt adhesive is not only affected by the external heating of the material tube, but more importantly, it is contributed by the "shear heat" generated by the rotation of the screw. When the screw rotates at high speed or the back pressure is too high, the plastic is subjected to strong friction and compression, causing local thermal energy to rapidly rise, which often exceeds the energy provided by the electric heating element.Especially in large-diameter pipes or when using high viscosity materials (such asPVC,PEEK... etc.)The temperature distribution of the melt adhesive will be more uneven, and the temperature difference between the center and the edge may reach tens of degrees.
And different industries have different demands for shear control:
High speed packagingPay attention to plasticization efficiency and stable shear output, avoid short cycle and large-scale production processes, and prevent unstable filling caused by temperature fluctuations of the melt adhesive, resulting in weight deviation or appearance defects of the product.
Precision OpticsLow shear and melt adhesive temperature homogenization are required to avoid stress residue caused by local overheating, which can affect product transparency, refraction, and surface quality.
Recycled materials/microfoamingPay attention to the management of plastic thermal history and shear energy control, avoid secondary degradation of recycled materials, and maintain the uniformity of foam cells and foaming ratio.
Thermal sensitive materials (such as PVC)/POM/PLA, etcPay attention to the plastic retention time and low shear design to avoid material decomposition, carbonization, and toxic gas generation, ensuring molding safety.
Therefore, in order to improve the injection molding of the melt adhesive, in addition to providing heat through the electric heating element,Choosing different screw designs, adjusting screw speed and back pressure can effectively improve the flowability of the melt adhesive and achieve the goal of better filling.
How does screw design affect the temperature distribution and plasticization stability of melt adhesive?
The core function of injection screws is not only to transport and melt plastics, but also a key control component in the entire plasticizing energy conversion process.
The standard injection screw consists of three sections:
Feed section: Transport solid plastic particles and preheat them to near melting point.
Compression section: Melting and mixing plastic, the shear heat generated in this section is the main source of temperature rise for the melt adhesive.
Measurement section: Homogenize the melt adhesive and output it stably. The temperature control in this section must be precise to avoid plastic degradation or affecting fluidity.
The appropriate length to diameter ratio (L/D) and compression ratio of the screw will directly affect the generation of shear heat and the temperature distribution of the melt adhesive.Therefore, in modern injection molding equipment, the stability of melt adhesive quality is not only determined by the screw design itself, but also highly related to the stable control of screw speed, plasticizing load stability, mechanical structure rigidity, and drive system accuracy.
FCS Equipment Design Case:
SA series external elbow injection molding machineSuitable for multi cavity/high-speed packaging, automotive parts, logistics pallets, and mass production of large workpieces. Through high rigidity external elbow locking and hydraulic output, maintain long-term stable plasticizing load.
CT-e series fully electric injection molding machineSuitable for electronic, optical, medical, and microfoaming applications. Through high-precision servo control, the fluctuation of plasticizing heat energy is reduced, and the stability of adhesive quality is improved.
How do screw speed and back pressure affect the melt adhesive temperature?
The rotation of the screw generates a large amount of frictional heat, which is one of the heat sources for plastic melting. However, in actual production sites, many operators often increase the screw speed in order to shorten the storage time, causing the center temperature of the melt adhesive to be higher than the set value of the electric heating element, resulting in quality variation and material degradation caused by local temperature rise.
The actual test results show that when the screw speed is increased from 10 rpm to 100 rpm, the average temperature rise of the melt adhesive reaches about 3 ° C, and the local temperature rise even exceeds 15 ° C. This indicates that shear heat has a significant impact on the temperature rise of the melt adhesive during high-speed plasticization.

Figure 2. The Effect of Injection Molding Machine Screw Speed on Melt Adhesive Temperature
(Plastic: PP/Machine tonnage: 100)
(Plastic: PP/Machine tonnage: 100)
And back pressure can improve the compactness, temperature uniformity, and thermal conductivity efficiency of the melt adhesive, making the temperature distribution more stable.
The actual test results show that when the back pressure is increased from 10 bar to 30 bar, the average temperature of the melt adhesive will slowly rise by about 1-2 ° C, and the uniformity of color mixing and viscosity stability can be clearly observed to be improved, especially for products with a high proportion of color powder.

Figure 3. Effect of injection molding machine back pressure on melt adhesive temperature
Therefore, when setting the screw speed,The shear rate, viscosity relationship, and screw diameter of the reference material should be set within an appropriate speed range to avoid quality variation caused by local temperature rise of the melt adhesive.
Thermal sensitivity and temperature control strategies of different plastic materials
Thermal sensitivity "refers to the phenomenon where thermoplastic materials are prone to cracking or deterioration during injection molding due to the heating process. The thermal sensitivity of different materials varies greatly, for example, PVC, PC, PET and other materials require special control of temperature and residence time. The thermal sensitivity comparison table of common thermoplastic materials during injection molding is as follows:
Table 1. Comparison Table of Thermal Sensitivity of Common Thermoplastic Materials during Injection Molding

How can intelligent injection molding machines move from experience control to data control?
To achieve truly stable melt adhesive quality, it is not just about setting the numerical values on the material tube and electric heating, but also about understanding the changes in materials under shearing, as well as the integration of process control and injection molding equipment design. Modern intelligent injection molding has gradually introduced technologies such as nozzle temperature monitoring, in mold temperature monitoring, and water flow temperature analysis. In the future, the key to competition in injection molding equipment will shift towards:
Plasticization energy control capability
Adhesive quality stability capability
Intelligent data integration capability
In addition to process optimization, FuqiangxinIMF 4.0 Intelligent Manufacturing SystemIt can integrate plasticizing energy monitoring, process stability analysis, and energy consumption management to assist in achieving ESG energy-saving and sustainable manufacturing goals.
FAQ: Common problems with temperature control of injection molding machine melt adhesive
01Is the material tube temperature of the injection molding machine equal to the actual melt adhesive temperature?
The actual melting temperature is higher than the temperature of the material tube. The temperature of the material pipe is usually measured by sensors installed outside the pipe, mainly reflecting the wall temperature of the pipe; However, the actual center temperature of the melt adhesive may be affected by shear heat, screw speed, back pressure, material viscosity, and plasticizing conditions, so there may be a temperature difference between the two.
02Why does high melt adhesive temperature affect the quality of injection molding?
Excessive temperature of the melt adhesive may cause thermal cracking of the material, resulting in discoloration, bubbles, silver streaks, burning, black spots, or decreased strength. For thermosensitive materials such as PVC, POM, PLA, etc., excessive temperature may also cause decomposition and the production of harmful gases, so more precise temperature and residence time control is needed.
03What injection molding defects can be caused by low melt adhesive temperature?
Low melt adhesive temperature can cause insufficient plastic fluidity, leading to issues such as short shots, incomplete filling, weld lines, cold material marks, and unstable dimensions. It may also affect the appearance and structural quality of the finished product.
04What is shear heat? Why does it affect the melt adhesive temperature?
Shear heat is the thermal energy generated by friction and compression during the rotation, compression, and mixing process of plastic screws. When the screw speed is too high or the back pressure is set too high, the shear heat will increase. When the feedback temperature of the material tube thermocouple is higher than the set value of the material temperature, it indicates that the shear heat is higher than the thermal energy provided by the electric heating element, which in turn affects the forming stability.
05Does the faster the screw speed, the better the plasticizing efficiency?
not always. Increasing the screw speed can shorten the storage time, but it can also increase shear heat, which may cause local overheating, material degradation, or quality fluctuations. During actual setup, adjustments should be made based on material characteristics, screw diameter, product requirements, and molding cycle.
06What is the role of back pressure in injection molding?
The main function of back pressure is to improve the compactness of the melt adhesive, eliminate gas, and enhance the mixing effect, temperature uniformity, and color powder dispersion, which helps to improve the plasticization stability. However, excessive back pressure may also increase shear heat and material heat load, leading to degradation. Therefore, a balance needs to be struck between mixing efficiency and temperature rise control.
07Which plastic materials require special attention to melt adhesive temperature control?
PVC、POM、PLA、PC、PET、 Nylon PA, PEEK, PMMA and other materials are sensitive to temperature or moisture, hydrolysis, etc. During molding, special attention should be paid to drying conditions, tube temperature, screw speed, back pressure and residence time to avoid material degradation, discoloration or gas generation.
08How to improve the temperature stability of melt adhesive in injection molding?
We can start from aspects such as material drying, tube temperature setting, screw design, screw speed, back pressure, storage time, and process monitoring. If combined with an intelligent injection molding system for process data analysis, it can further grasp the plasticizing energy, temperature fluctuations, and molding stability.
09What are the solutions for FCS injection molding machines for customers in different industries?
FCS is designed to meet industry demands through different aircraft models, such as the SA series, which is suitable for high-speed packaging, automotive parts, logistics pallets, and mass production of large workpieces; The CT-e fully electric injection molding machine is suitable for electronic, optical, medical, and precision molding applications. Paired with the iMF 4.0 intelligent manufacturing system, it can further integrate process monitoring, energy consumption management, and data analysis to enhance mass production stability.