07,10,2026 2 views
All electric injection molding machineWidely recognized for its high precision, cleanliness, and energy-saving advantages, these characteristics directly determine the overall performance of equipment in most production scenarios.
However, under conditions such as thin-walled packaging containers, packaging drums, in mold labeling (IML), and high cavity stacking molds, the evaluation criteria are completely different. The ability to regulate energy within a few milliseconds before and after filling is far more critical than the maximum rigidity or acceleration of the equipment.
Once the process state of this stage stabilizes, the product yield is naturally controllable; If the fluctuations become unstable, even high-performance injection molding machines canmoldIt may also deviate from the validated standard process window.
We have invited Adam Isbitsky, a Husky molding engineer and business development manager, to combine his practical experience in packaging production lines,The core key to deep disassembly of packaging injection molding process.
Millisecond level switching
The key moment that determines the quality of the process
The key moment that determines the quality of the process
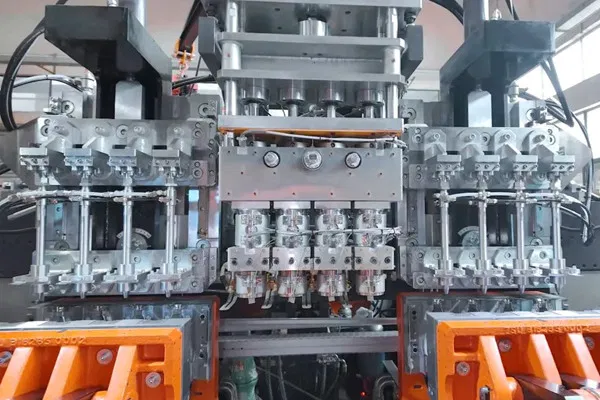
In the high-speed molding scenario, the filling process of a set of 64 cavity thin-walled molds only takes 0.18 seconds. Minor changes in melt viscosity and a few milliseconds of deviation in V/P (velocity/pressure) switching can all cause brief pressure fluctuations.
Once the control is imbalanced, two typical situations often arise:
Excessive peak pressure: causing flash, product overweight, and core bending
The pressure valley drops too quickly: resulting in insufficient injection and filling
Only equipment that can effectively control energy under extreme dynamic process conditions can stand out. The key to achieving this advantage is oftenAppropriate intrinsic dampingRather than extreme device rigidity.
Rigidity ≠ Optimal
Damping is the key to stability
Damping is the key to stability
When people judge the quality of injection molding equipment, precision is often the core standard: pursuing higher body rigidity, more sensitive servo response, and faster acceleration performance. This set of evaluation criteria is valid in most molding scenarios, but in the extreme molding conditions of demanding packaging products, this set of criteria may actually bring negative effects.
Limitations of fully electric injection shaft
Extremely fast dynamic response, more prone to pressure spikes during V/P switching
When the system corrects overshoot or undershoot, there may be an instantaneous pressure drop
The narrow process window and extremely poor fault tolerance make it difficult to adapt to the ever-changing actual production environment
The natural advantages of servo hydraulic injection units
The compressibility of hydraulic oil and the response of controllable valve groups can form inherent damping, enabling the system to reduce impact and smoothly release kinetic energy at the end of mold filling:
Slow down gently to reduce peak pressure
Avoid sudden drops in pressure
Adam Isbitsky emphasized, "This does not mean that hydraulic systems have higher accuracy than fully electric systems. The key is that inherent damping is a core element in ensuring process stability, especially suitable forThin walled packaging, heavy-duty packaging drums, in mold labeling, and high cavity stacking moldsWaiting for production scenarios. In some molding processes, the high-precision characteristics of the fully electric injection shaft may actually disrupt the control stability of the V/P switching stage due to fluctuations in on-site operating conditions. ”
Feedback distance
Invisible variables that determine control accuracy
Invisible variables that determine control accuracy
Another closely related but often overlooked variable is the location where the device collects pressure signals, as well as the response speed of the signal feedback to the true state of the melt at the gate.
Hydraulic injection unit:pressure sensorAdjacent to the hydraulic drive end of the screw, the hydraulic pressure is directly related to the driving force of the melt, and the feedback signal can truly reflect the molten state of the nozzle/mold contact surface.
All electric unit:If there is no nozzle/cavity pressure sensor, the melt pressure is usually indirectly calculated through motor torque or strain measurement. The signal is delayed after filtering and algorithm conversion, and the calculation result may deviate from the real-time working conditions of the melt.
During the millisecond level dynamic change process at the end of mold filling, the difference between the two signals will directly translate into a difference in product consistency.
Four major scenarios
Dynamic stability determines final performance
Dynamic stability determines final performance
Thin walled packaging
The filling time is less than 0.2 seconds, the pressure change rate at the locking end is extremely high, the process window is extremely narrow, and any fluctuations in V/P switching will directly affect the quality of the finished product.
Drum
Products with large injection volumes carry more kinetic energy during the filling switching stage, and coupled with a large projection area during molding, defects caused by small pressures will be greatly magnified. The projection area magnifies the consequences of any pressure offset. Peak pressure can cause the barrel mouth to bulge, while a drop in pressure can lead to a shortage of material at the barrel mouth; At the same time, product warping and elliptical deformation are highly sensitive to peak pressure and holding pressure gradient.
Adam Isbitsky said, "The gentle deceleration characteristics, inherent damping of the hydraulic system, and close range pressure feedback can effectively suppress overshoot and overshoot, without increasing the clamping force or prolonging the molding cycle, making it easier to accurately control the holding curve.
In mold labeling (IML)
The labeling process requires a continuous and stable change in mold cavity pressure throughout the entire filling process. Minor pressure peaks can scratch and lift labels; Slight pressure drop can cause insufficient pressure retention at the edge of the label, resulting in problems such as bubbles and material displacement.
Adam Isbitsky said, "The timing, airflow, and electrostatic characteristics of the robotic arm already bring multiple variables to the entire system. We never want the equipment itself to lose control of the pressure curve during the switching phase, further exacerbating process instability
High cavity and stacked mold
High cavity stacked molding has a large projection area, and defects caused by pressure fluctuations will appear simultaneously in all cavities, significantly increasing production costs. Uneven distribution of hot runner flow and switching pressure deviation will increase the weight difference of various cavity products; Even if there is only a slight difference in the performance of the filling state on both sides of the stacked mold, it will still cause instability in the batch quality of the entire mold.
This type of mold must ensure uniform hot runner temperature and precise timing of needle valve gate opening and closing. By adopting a pressure feedback scheme with faster signal response and collection points close to the melt, the response time of the control loop can be shortened at the core process nodes, ensuring stable molding consistency.
Selection Core
Matching and adapting the dynamic performance of devices
Matching and adapting the dynamic performance of devices
All electric injection molding machineStill the preferred choice for most packaging scenarios, it can provide excellent accuracy and repeatability under energy-saving, low noise, and moderate dynamic requirements. But in the production scenarios of high-speed filling, large injection volume, and high cavity molds,Servo hydraulic injection unitIt has more prominent comprehensive advantages.
The scientific selection logic starts from the process requirements, clarifies the critical few milliseconds before starting the pressure holding process, and determines whether the equipment can maintain dynamic stability. For high difficulty packaging molding, this is the core capability that defines the true performance of the equipment.